
双色注塑,又叫双料注塑,它在赋予产品漂亮外观的同时,还可以通过特定设计,在不同部位上采用不同物料,以应付特定环境的需求,在电子烟上应用使得产品可具有更广泛的差异性选择。
前段时间FLOW福禄发布的一次性烟具就是双色套啤,由透明的食品级ABS塑料和炫色PC进行双料注塑而成。

11月11日,汉麻集团旗下公司西雾科技,西素发布新品“萤火虫”,创新采用了业内稀有的炫彩PC+透明ABS双色注塑工艺,质感独特,晶莹剔透。

采用双色注塑加工,可行的应用路线主要有两种:
1、小型雾化设备:增强改性塑料双色,替代铝合金挤出烟杆
这种双色注塑方案,第一射是增强改性塑胶(如短玻纤或长玻纤增强PP、PA、PC+ABS等,占主要的产品壁厚),第二色是高流动性纯塑胶如PC、ABS、PC+ABS等,后处理工艺可以烤漆、镀膜,也可以用塑胶本色。
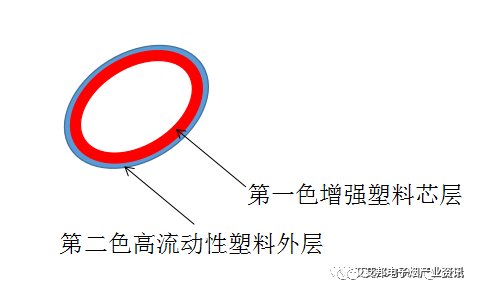
图 剖面示意图
2、大烟:基于三防考量的包胶双色注塑
大烟更多是基于户外/野外使用场景的考虑,出发点在于大烟本身重量较重,在户外/野外使用双色包软胶外壳(如TPU/硅胶)对产品起防护作用。

图 AIMIDI TANK T2 三防主机(来源凤凰网)
据了解,目前做双色注塑的厂家有:
-
深圳市雅翰光电科技有限公司
-
东莞市新七甲电子科技有限公司
-
深圳立科精密科技有限公司
-
深圳市安普特双色注塑有限公司
下面小编就给大家带来一篇双色注塑的全方位剖析教程,以供参考学习。
一、什么是双色注塑?
所谓双色注塑(Bi-color injection),是指将两种不同色泽的塑料注入同一模具的成型方法。它能使塑件出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的实用性和美观性。
1、必要条件
双色注塑的配对材料必须满足两个基本兼容条件,粘合相容和注塑加工过程相容。此外,还必须满足以下要求:
-
射出单元,平行同向、平行对向、水平及垂直L型、Y型同向单缸射出结构;
-
混合射嘴,花纹、波浪、流痕、渐层、夹层等特殊射嘴;
-
夹模,标准型、垂直转盘式、水平转盘式、转轴式、机械手转动式等机构;
-
加料,除标准油压马达驱动外,还有ESD(ElectricScrewDrive)电动加料结构;
-
油路,有ACC蓄压高速射出及闭回路设计。
2、优势
比起传统射出成型,双料共射射出成型制程有如下的优点:
-
核心料可以使用低黏度的材料来降低射出压力;
-
从环保的考虑,核心料可以使用回收的二次料;
-
根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量;
-
可以利用较低质量的核心料以降低成本;
-
皮层料或核心料可使用价格昂贵且具特殊表面性质,如防电磁波干扰、高电导性等材料以增加产品性能;
-
适当的皮层料和核心料配合可以减少成型品残余应力、增加机械强度或产品表面性质;
-
产生如大理石纹路的产品。
二、模具与注塑工艺
1、双色注塑模具的特点
双色模具:两种塑胶材料在同一台注塑机上注塑,分两次成型,但是,产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。主要有以下特点:
-
动模是一样的,注塑过程是旋转、需要交换的,所以必须是一模一样的。(有特例,成型时候型腔可以不一样)
-
模具的第一射的流道注塑完成后,是不能留在模具上的,最好是热浇道,不然也是可以用机械手抓取的,最差的也是潜伏类浇口,可以自动脱落,否则会浇口在上面第二射没法阖上模具。
-
产品两次射出,产品开模后,第一射必须留在动模侧,就一般情况而言,一般都是选择将两射的产品都是留在动模侧的,所以模具需要开闭器、拉杆等实现顺序开模,先拉开定模侧,在定模侧需要加顶出机构。
-
两组冷却系统,因为双射注塑的要求两种材料不一样,原则上要求第一射的材料的温度比第二射高出60度,而且模具的模温不一样,故需配备两套冷却系统。
2、双色注塑工艺简介
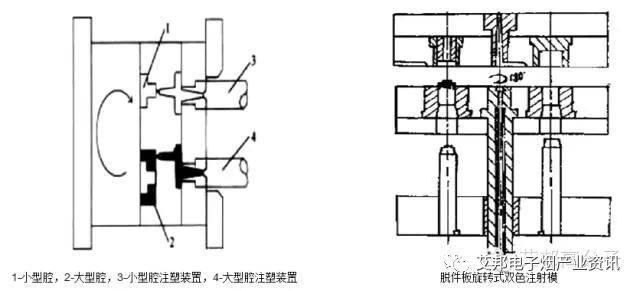
旋转型注塑过程:
成型中先用一种树脂在型腔1中注塑第一部件,然后将模具回转180°,在型腔1中注塑制件的第一部件到第二个较大的型腔2中,再注塑另一种树脂到该部件上;同时在型腔中注塑第二个制品的第一个部件,依次循环。
3、工艺特点
双色模具目前市场上日益盛行,这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂。
-
母模的两个形状是不同的,分别成型1种产品,而公模的两个形状完全一样。
-
模具的前、后模以中心旋转180度后,必须吻合。设计时必须做这个检查动作,此点对模架定位加工要求较高。
-
前模面板加A板的总厚度不能少于170mm,请仔细查看这种型号注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、KO孔距离等。
-
三板模的水口最好能设计成可以自动脱模动作,特别要注意软胶水口的脱模动作是否可行。
-
在设计第二次注塑的母模时,为了避免二次母模擦伤第一次已经成型好的产品胶位,可以设计一部分避空。但是,必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能。
-
注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个公模压得更紧,以达到封胶的作用。
-
注意:在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形。如果有这个可能,一定要想办法改善。
-
在A、B板合模前,要注意前模滑块或斜顶是否会先复位而压坏产品。如此,必须想办法使在A、B板先合模之后,前模的滑块或斜顶才能复位。
-
两母模和公模的运水布置尽量充分,并且均衡、一样。
-
99%的情况是,先注塑产品的硬胶部分,再注塑产品的软胶部分,因为软胶易变形。
三、双色注塑材料
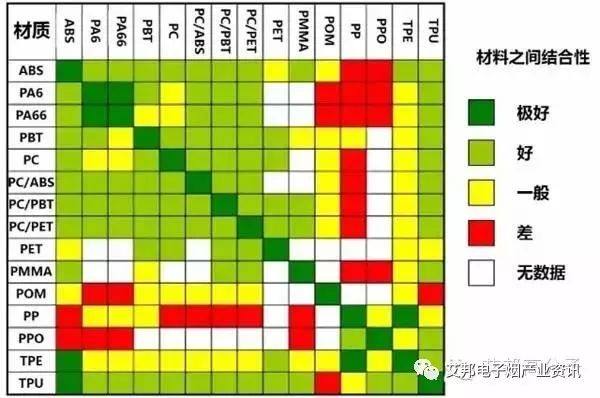
双色模具制品一般以ABS、PC等硬塑料配合TPE软塑料为主,适合制造餐具、工具手柄、表壳、电话机外壳及按钮等制品。这使得生产企业在技术上必须注意三点:两类物料的融合性、产品的复杂性及注塑机的调校。
例如,由于成本或应用的关系,采用的物料之间可能没有良好的粘合性,双色模具注塑通常要在这方面进行更多地调试工作。
四、双色注塑的应用
双色注塑足以应付愈来愈多样化、高质量、高附加价值的产品需求,已经广泛应用到了电子产品,电动工具,医疗产品,家电,玩具等等几乎所有的塑胶领域。

图 双色注塑在一次性雾化设备上应用

图 双色注塑在牙刷上应用

图 双色注塑在手机保护套上应用

图 双色注塑在螺丝批把手应用
创新应用思路
在7月27日艾邦举办的线下研讨会,雅翰光电的魏总给我们分享了双色注塑相关内容,他讲到了几点创新应用思路,这些效果或将成为未来的亮点。
双色注塑通过两种材料的结合,经过一射/二射成型完成(一般有ABS/PC/亚克力等),可以打造出晶莹剔透的水晶感,甚至双色效果、夜光效果、波浪纹变色等独特效果。
图 西素“萤火虫”
1.夜光效果
在塑胶中引入光致发光粉,或稀土长效荧光粉,或其他夜光粉助剂,再通过双色注塑成型,可以在烟杆上实现夜光效果。

图 夜光蘑菇头烟嘴,源自网络
2.混色效果
通过调整料筒、喷嘴等注塑机组件,将两种不同色泽的塑料注入到同一具模具中,不但能够使塑件出现不同的两种颜色,还能够使塑件呈现出无规则的花纹花色或者有规则的图案,比如彩虹色、大理石花纹等,可提高塑件的实用性以及美观性。

图 双色注塑可以实现大理石纹路一般的效果
3.双色油杯
通过双色双物料模具,可以实现双色油杯的注塑成型。

图 双色注塑油杯
4.软硬胶双射设计
软胶、硬胶结合,用在烟嘴或密封组件。两种材料必须熔点存在一定的温度差,一般推荐为60℃,建议至少30℃以上,第一射材料的熔点温度高,一般第一射是PC或PC/ABS,第二射是TPU或TPE,PC厚0.6-0.7mm,软件0.4mm以上。
尽量加宽接触面积,做沟槽等增加粘合力,或第一射采用抽芯,第二射部分材料注塑到第一射里面,第一射模具表面尽量做粗糙。
电子雾化设备综合应用多种材料及外观处理工艺。艾邦搭建供应链交流对接平台,麦克韦尔、合元、吉瑞、思格雷、博迪、卓力能、铂德Boulder、Juul、新宜康、SMOK、格林韵达、卓尔悦、IJOY、APOLLO阿波罗、思拓微、诚芯微、合芯微
、亿纬锂能、莱鼎电子、浙江鹏孚隆、纽莱克、聚能陶瓷、新化县恒睿电子、利德英可电子、福美来陶瓷、精陶科技、浩然特塑、绅博源生物科技、弘毅电子、华诚达精密工业、中科芯集成电路、海天特种陶瓷、中达强电炉、小川电子、建宇网印、群华陶瓷、晶品新材料、科瑞技术、合肥费舍罗、中研高分子、合肥高歌、伊士曼、顺络电子、四川汇利、杰士德、华佳宇、凯宇佳、华锐、俊淳五金、实达、创新达等。

电子雾化与HNB产品都是新型电子产品,结构虽小,却融合应用多种材料、表面处理、芯片电子等技术工艺,而且雾化技术一直在不断更迭,供应链在逐步完善,为了促进供应链企业间有一个良好的对接交流,艾邦搭建产业微信群交流平台,欢迎加入;Vape e-cigarettes (VAPE) and Heat-Not-Burn e-cigarettes (HNB) are both emerging electronic products. Despite their compact size, they integrate various materials, surface treatment technologies, chip electronics, and other advanced technical processes. Moreover, atomization technology is constantly evolving and the supply chain is being progressively perfected. To facilitate good communication and networking among supply chain enterprises, Aibang has established an industry WeChat group communication platform and warmly welcomes interested enterprises to join.
