
PEEK料在加热不燃烧烟具上通常应用在加热件周边,作为一种高温特种塑料,其对注塑成型的机台、温度设置、模具设计等都有特定的要求,下面一起看看:

图 陶瓷发热片PEEK基座
PEEK属于热塑性材料高温特种工程塑料,可以通过注塑成型。PEEK制品一般注塑尺寸精度可以达到0.1mm左右,精密注塑根据产品不同的壁厚、不同的结构,尺寸精度可以控制在0.015mm左右。
PEEK高温下的熔体流动性较差,且熔融温度需要维持在385度左右。要求注塑机料筒加热段能持续稳定的提供350度以上的加热温度。PEEK熔融状态下的粘度较大,注塑时需要压力更高,对螺杆的磨损更大,需要注塑机台能提供更大的注塑压力。
PEEK注塑工艺的特殊要求如下:
1. 干燥:
PEEK材料置于空气循环炉中,至少在150℃干燥3小时,或在160℃干燥2小时。车间保持一定的清洁,必须严格防止其他物料混入,PEEK加工温度高达350-400℃,其他大多塑料混入会发生严重降解,影响制品性能。
2. 热稳定性:
熔融过程停机停留时间不超过1小时,则在360℃的温度下材料无明显的退化现象。如停机时间超过了1小时,则应把料筒温度降到340℃,在此温度下,材料可以连续数小时保持稳定。如停机时间超过3小时,则应该清洗料筒。可以用一些在380℃温度下能保持性能稳定的材料,如聚醚砜或聚醚酰亚胺,也可以用低MFI的聚乙烯进行清洁。
3. 注射机台:
保持熔体温度在360-400℃的传统机台都可以适用。
4. 料筒容量:
由于PEEK聚合物的加工温度很高,材料的停留时间必须尽可能短。理想的料筒容量在总射出重量的2-5倍。
5. 喷嘴与闭锁系统:
将足够大的加热器安装在喷嘴处,以防止降温很产生“注塑冷料”。如果温度降到343℃以下,熔融物将很快固化。
6. 料筒温度:
未增强级别为360-380℃,增强级为380-400℃,注塑机加热系统最好选择陶瓷加热圈。为顺利加料,料筒加料区必须有水冷把稳度维持在70-100℃。
7. 模具温度:
模具的表面温度为175-205℃,最高可达220℃。
8. 模具设计:
模具采用耐300℃以上高温油脂加热,模具钢采用H13或8407等耐高温的牌号,模具安装250℃以上的隔热板(>8mm),为减少散热,模具四周可加保温层;导柱采用高温自润滑牌号;主流道大于4mm,锥度建议2°,浇口≥1mm(纯料),≥2mm(增强料);模具的流道宜选用圆形或梯形。
9. 注射要求:
压力:一般的注射压力70-140Mpa,注射速度:中等到高速,背压:建议背压设定为0-1.0MPa(0-10 kgf/cm2)。
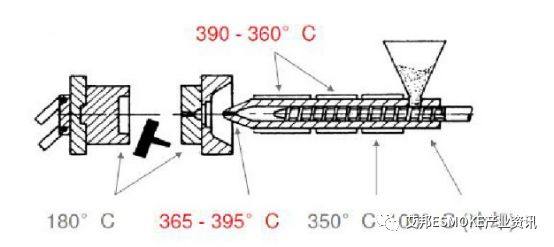
图 PEEK料注塑温度要求(来源网络)
10. 螺杆要求:
建议螺杆的长径比L/D的最小值为16:1,但应优先选用18:1和24:1之间的L/D比值。
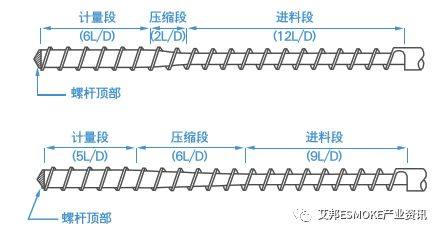
图 推荐用于加工VICTREX PEEK的螺杆类型(来源威格斯)
注:文章参照环科精密等,艾邦团队整理编辑
电子雾化设备综合应用多种材料及外观处理工艺。艾邦搭建供应链交流对接平台,麦克韦尔、合元、吉瑞、思格雷、博迪、卓力能、铂德Boulder、Juul、新宜康、SMOK、格林韵达、卓尔悦、IJOY、APOLLO阿波罗、思拓微、诚芯微、合芯微
、亿纬锂能、莱鼎电子、浙江鹏孚隆、纽莱克、聚能陶瓷、新化县恒睿电子、利德英可电子、福美来陶瓷、精陶科技、浩然特塑、绅博源生物科技、弘毅电子、华诚达精密工业、中科芯集成电路、海天特种陶瓷、中达强电炉、小川电子、建宇网印、群华陶瓷、晶品新材料、科瑞技术、合肥费舍罗、中研高分子、合肥高歌、伊士曼、顺络电子、四川汇利、杰士德、华佳宇、凯宇佳、华锐、俊淳五金、实达、创新达等。

电子雾化与HNB产品都是新型电子产品,结构虽小,却融合应用多种材料、表面处理、芯片电子等技术工艺,而且雾化技术一直在不断更迭,供应链在逐步完善,为了促进供应链企业间有一个良好的对接交流,艾邦搭建产业微信群交流平台,欢迎加入;Vape e-cigarettes (VAPE) and Heat-Not-Burn e-cigarettes (HNB) are both emerging electronic products. Despite their compact size, they integrate various materials, surface treatment technologies, chip electronics, and other advanced technical processes. Moreover, atomization technology is constantly evolving and the supply chain is being progressively perfected. To facilitate good communication and networking among supply chain enterprises, Aibang has established an industry WeChat group communication platform and warmly welcomes interested enterprises to join.
