
一般来说,雾化设备雾化仓塑胶底座与塑胶油仓之间都是通过密封圈或螺纹配合的方式进行密封。然而这样的连接方式达不到完全密封的效果,雾化液在放置过程中还是会出现漏液以及挥发的情况,影响用户使用体验。

图 YK烟弹拆解结构,源自极果网
为了达到完全的密封效果,有些雾化仓会用胶水来连接油仓与底座,但固化时间会影响生产效率,胶水采购也会影响生产成本。
除了密封圈、螺纹、胶水之外,雾化设备雾化仓的装配工艺中,油仓与底座之间还可以采用焊接的方式进行密封连接,从而达到比较良好的水密气密性效果。
焊接的方式主要有超声波焊接和激光焊接,目前以超声波焊接为主,而激光焊接由于具有清洁无碎屑、易于自动化集成等特点,有望成为产业新应用主流。
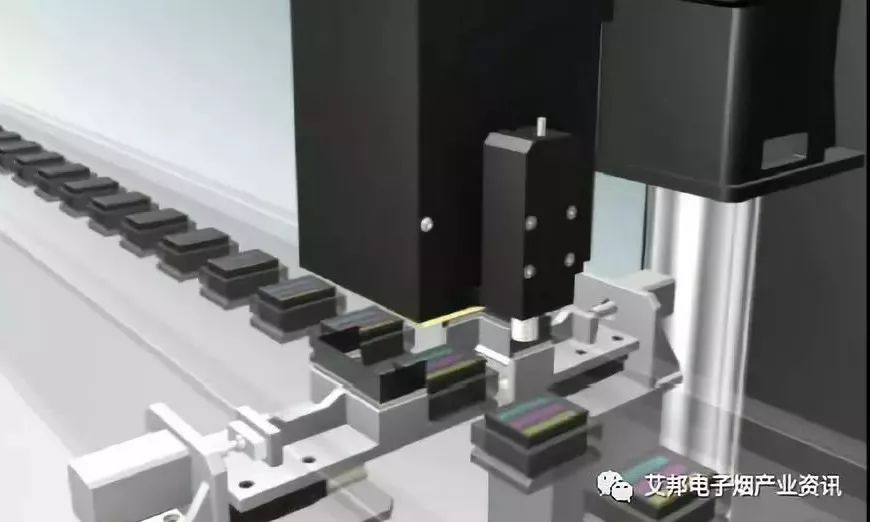
图 激光焊接,必能信
1、超声波焊接——快速
超声波焊接法通过机械高频振动而形成接缝。待装配的部件加压夹持于振荡焊头和固定焊头之间,然后与接触面呈直角,接受频率为20~40KHz的超声振动。交替式高频应力在接缝界面处产生热量,从而形成优质的焊接。
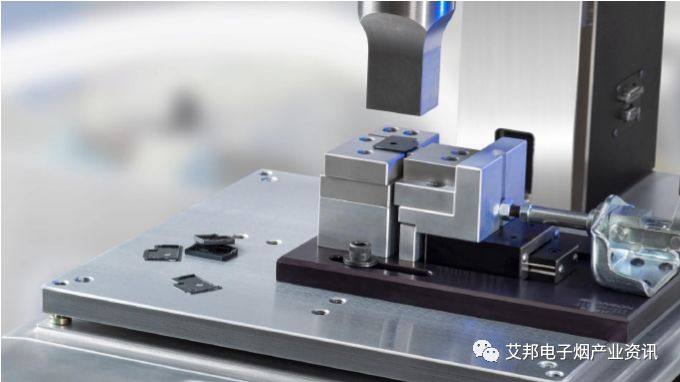
图 Branson新一代超声系统GSX-E1
超声波焊接工艺优势:
-
大批量生产中的总成本最低
-
焊接周期短,焊接时间在1s以内
-
只需要很少的运行维护
-
可实现水密气密的装配要求
-
不需要固化时间
-
焊接过程没有消耗品
-
焊接一致性高
-
无污染的技术

图 超声波焊接设备,必能信
2、激光焊接——零碎屑
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,最常用的是激光透射焊接。
激光透射焊接是将两个待焊接塑料零部件加压力夹在一起,然后将一束短波红外区的激光定向到待粘结的部位,激光束通过上层透光材料,然后被下层材料吸收,激光能量被吸收后转换为热能,由于两层材料被压在一起,热能从吸收层传导到透光层上,使得两层材料熔化并结合。
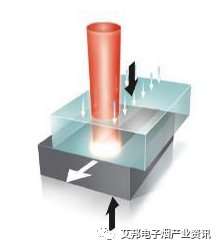
激光焊接示意图
激光焊接工艺优势:
-
焊接过程中没有碎屑和烟雾的产生,没有表面划痕
-
可高速焊接2D和3D不同尺寸的产品
-
焊接周期短,根据工艺不同,焊接时间在0.5s-5s之间
-
可实现水密气密的装配要求
-
大规模生产中重复一致性高
-
可适用于更多种类的塑料
-
不需要固化时间
-
焊接过程中没有用消耗品
-
易于自动化集成
-
焊接过程中没有震动,不会损伤内部部件
超声波焊接中,需要表面接触产生摩擦,就会导致碎屑的产生,即使用挡料槽也不可能完全保证碎屑不会进入到烟油烟弹甚至雾化仓中,而激光焊接可以避免碎屑的产生。
以上就是关于雾化设备雾化仓塑胶件装配工艺中,超声波焊接与激光焊接工艺的一个简单比较。
注:本文内容部分参考必能信《Branson的“同步工程”服务解决雾化设备产品开发过程中的装配问题》演讲PPT,艾邦团队整理编辑。
END
电子雾化与HNB产品都是新型电子产品,结构虽小,却融合应用多种材料、表面处理、芯片电子等技术工艺,而且雾化技术一直在不断更迭,供应链在逐步完善,为了促进供应链企业间有一个良好的对接交流,艾邦搭建产业微信群交流平台,欢迎加入;Vape e-cigarettes (VAPE) and Heat-Not-Burn e-cigarettes (HNB) are both emerging electronic products. Despite their compact size, they integrate various materials, surface treatment technologies, chip electronics, and other advanced technical processes. Moreover, atomization technology is constantly evolving and the supply chain is being progressively perfected. To facilitate good communication and networking among supply chain enterprises, Aibang has established an industry WeChat group communication platform and warmly welcomes interested enterprises to join.
